
 لغة
لغة English
English Español
Español بالعربية
بالعربيةرسالة
الواقعية، النزاهة، الشغف

الواقعية، النزاهة، الشغف

تدمر معادن الحشو الخاطئة الفولاذ المقاوم للصدأ باهظ الثمن على الفور. قد تكون مواصفات مشروعك معرضة لخطر الفشل في الفحص. دعنا نصلح معايير اختيارك الآن. قم دائماً بمطابقة معدن الحشو مع درجة الأنبوب الأساسي. استخدم درجات "L" (مثل ER308L) للأنابيب منخفضة الكربون لمنع التآكل. للمعادن غير المتشابهة، استخدم حشوات سلسلة 309. تجنب المحتوى العالي من الكربون في بركة اللحام هو مفتاح طول العمر الافتراضي. يعد اختيار معدن الحشو المناسب الخطوة الأولى لمشروع ناجح. لقد رأيت العديد من المشاريع تفشل لأن اللحام استخدم حشوة قياسية 308 على معدن أساسي 304L. هذا يرفع محتوى الكربون في الوصلة. المحتوى العالي من الكربون يجذب التآكل. في الصناعات عالية النقاء مثل الأغذية أو الأدوية، تعتبر هذه كارثة. يجب عليك التحقق من الرمز "L". هذا يرمز إلى "منخفض الكربون" (Low Carbon). من الضروري أيضاً الانتباه إلى العناصر النزرة (الشوائب) في معادن الحشو الخاصة بك. عناصر مثل الكبريت أو الفوسفور يمكن أن تضعف اللحام. أنت تريد معدن حشو يعزز السيولة، مثل تلك التي تحتوي على محتوى سيليكون أعلى (ER309LSi)، ولكن يحافظ على الشوائب الضارة منخفضة. إذا كنت تقوم بربط الفولاذ المقاوم للصدأ بالفولاذ الطري (Mild Steel)، فلا يمكنك استخدام الحشوات المطابقة القياسية. أنت بحاجة إلى سلسلة 309 للتعامل مع التخفيف. إليك دليل بسيط لمطابقة المعادن الأساسية والحشوات:

| درجة المعدن الأساسي | معدن الحشو الموصى به | ملاحظة التطبيق |
|---|---|---|
| 304 / 304L | ER308L | قياسي للأنابيب العامة. يبقي الكربون منخفضاً. |
| 316 / 316L | ER316L | ضروري للبيئات الحمضية أو البحرية. |
| 309 / فولاذ كربوني | ER309L | يستخدم عند ربط الفولاذ المقاوم للصدأ بالفولاذ الكربوني. |
| 321 / 347 | ER347 | درجات مستقرة للخدمة في درجات الحرارة العالية. |
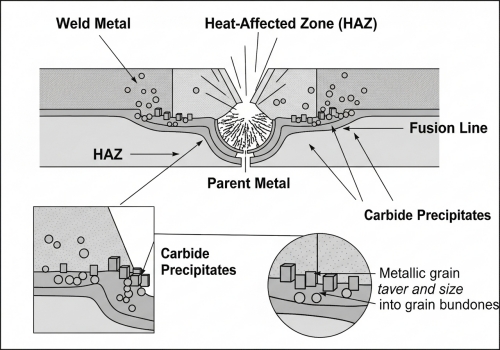
يلتوي الفولاذ المقاوم للصدأ ويفقد مقاومته للصدأ عند ارتفاع درجة حرارته. هذا الضرر الخفي يدمر سلامة خط الأنابيب من الداخل إلى الخارج. يمكنك تجنب ذلك من خلال إدارة درجات الحرارة بين التمريرات. يحدث "التحسس" عندما تتشكل كربيدات الكروم بين 500 و 800 درجة مئوية، مما يسلب الفولاذ طبقته الواقية. يجب عليك تقليل الوقت الذي يقضيه اللحام في منطقة درجة الحرارة هذه. استخدم مدخلات حرارة منخفضة وسرعات تبريد سريعة للحفاظ على الاستقرار الكيميائي للأنبوب. الحرارة هي عدو الفولاذ المقاوم للصدأ. تعتمد المادة على طبقة من أكسيد الكروم لتبقى "مقاومة للصدأ". إذا قمت بتسخين المعدن كثيراً أو لفترة طويلة جداً، فإن الكربون يسحب الكروم بعيداً عن حدود الحبيبات. هذا يخلق كربيدات الكروم. نحن نسمي هذا "التحسس" (sensitization). سيصدأ الفولاذ في هذه المناطق كما لو كان حديداً عادياً. لديك ثلاث طرق رئيسية لمحاربة هذا. أولاً، استخدم المواد منخفضة الكربون التي ناقشناها أعلاه. ثانياً، تحكم في درجة الحرارة بين التمريرات (interpass temperature). أوصي بالحفاظ على الفولاذ أقل من 150 درجة مئوية (300 درجة فهرنهايت) قبل بدء تمريرة اللحام التالية. هذا يسمح للحرارة بالتشتت. ثالثاً، استخدم سرعات انتقال أسرع. كلما قل الوقت الذي يبقى فيه القوس في مكان واحد، كان ذلك أفضل. تساعدنا التكنولوجيا الحديثة هنا. كانت آلات اللحام بالمحولات القديمة بطيئة وساخنة. تسمح آلات TIG العاكسة (inverter) الجديدة بالنبض عالي السرعة (يصل إلى 500 نبضة في الثانية). هذا يركز القوس. يذيب المعدن بسرعة دون إغراق الأنبوب المحيط بالحرارة. هذا يقلل من المنطقة المتأثرة بالحرارة (HAZ). إذا كنت تشرف على مشروع لحام أنابيب الفولاذ المقاوم للصدأ، تحقق من أن المصنعين يراقبون درجة الحرارة بصرامة.
لحام TIG بطيء، لكن MIG غالباً ما يفتقر إلى الجودة في التطبيقات الحرجة. اختيار العملية الخاطئة يضر بجدولك الزمني أو معايير الجودة الخاصة بك. إليك التوازن الصحيح لاحتياجاتك. يعتبر TIG المعيار الذهبي للأنابيب عالية النقاء وصغيرة القطر نظراً لدقته. بالنسبة للأنابيب الأكبر والأكثر سمكاً (Schedule 40+)، يوفر MIG المعدل بدائرة قصر (مثل RMD) سرعة أعلى دون التضحية بجودة الجذر. يعتمد اختيارك على قطر الأنبوب ومتطلبات التطبيق. نحن بحاجة لموازنة الإنتاجية مع الجودة. بالنسبة للأنابيب الصغيرة، وتحديداً تلك التي يقل قطرها عن 6 بوصات أو ذات الجدران الرقيقة (Schedule 10)، فإن اللحام بقوس التنغستن الغازي (TIG) هو الخيار الأفضل. إنه نظيف ودقيق. يمكنك غالباً دمج المعدن دون إضافة حشوة (اللحام الذاتي)، مما يحافظ على نقاء الكيمياء. ومع ذلك، فإن TIG بطيء. ينتقل بسرعة حوالي 3 إلى 5 بوصات في الدقيقة. بالنسبة للمشاريع الأكبر، مثل خطوط أنابيب النفط والغاز التي أقوم بتوريدها غالباً، السرعة مهمة. هنا تتألق عمليات MIG المعدلة مثل ترسيب المعادن المنظم (RMD). يتحكم RMD في دائرة القصر لإنشاء بركة هادئة. يسمح للحامين بالعمل بشكل أسرع بكثير - حتى 12 بوصة في الدقيقة. هذه زيادة هائلة في الإنتاجية. غاز التدريع (Shielding gas) هو أيضاً جزء من هذا القرار. يتطلب TIG أرجون نقي. يحتاج MIG إلى مزيج. لكن كن حذراً. خلطات MIG القياسية التي تحتوي على الكثير من ثاني أكسيد الكربون ستضيف الكربون إلى اللحام الخاص بك. أنت بحاجة إلى خلطات متخصصة تحتوي على 2-3% من ثاني أكسيد الكربون أو الأكسجين، وهو ما يكفي فقط لاستقرار القوس ولكن ليس كافياً لتدمير مقاومة التآكل.
| الميزة | TIG (GTAW) | Modified MIG (RMD) |
|---|---|---|
| السرعة | بطيء (3-5 بوصة/دقيقة) | سريع (6-12 بوصة/دقيقة) |
| الجودة | ممتازة (نقاء عالي) | جيدة جداً (صناعي) |
| مدخلات الحرارة | متوسطة إلى عالية (إذا كان بطيئاً) | منخفضة (دائرة قصر محكومة) |
| الأفضل لـ | جدران رقيقة، أغذية/أدوية | جدران سميكة، نفط وغاز، إنشائي |
يضمن اختيار العملية الصحيحة عند لحام أنابيب الفولاذ المقاوم للصدأ تلبية المواعيد النهائية دون مواجهة الرفض أثناء فحص الأشعة السينية.
أنت تضمن نجاح المشروع عن طريق اختيار مواد حشو منخفضة الكربون، والتحكم في مدخلات الحرارة، واختيار عملية اللحام المناسبة لحجم الأنبوب الخاص بك. في Centerway Steel، نحن نتفهم هذه التحديات الفنية. كمورد شامل منذ عام 1996، نحن نقدم stainless steel pipe (أنابيب فولاذ مقاوم للصدأ) عالية الجودة تلبي أدق معايير اللحام والمواد، مما يساعدك على البناء بثقة.




